English
English عربى
عربى Español
Español Français
Français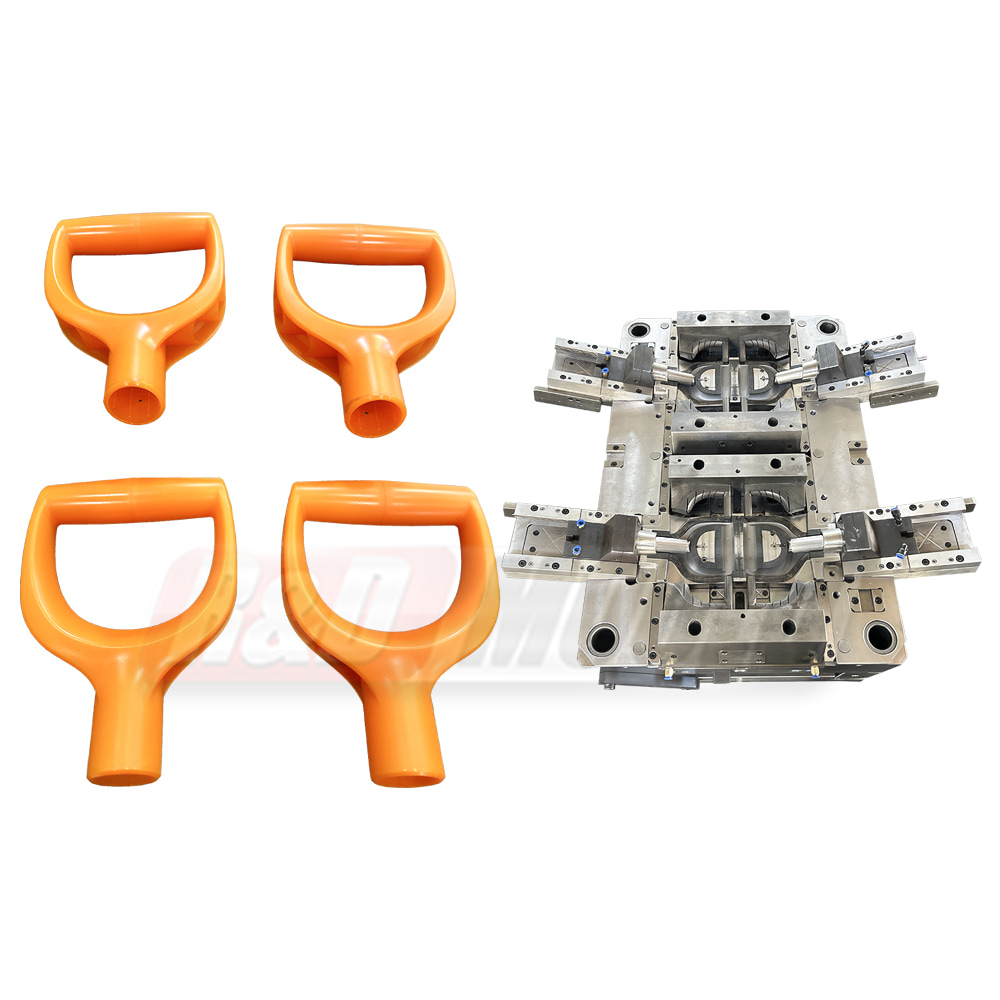

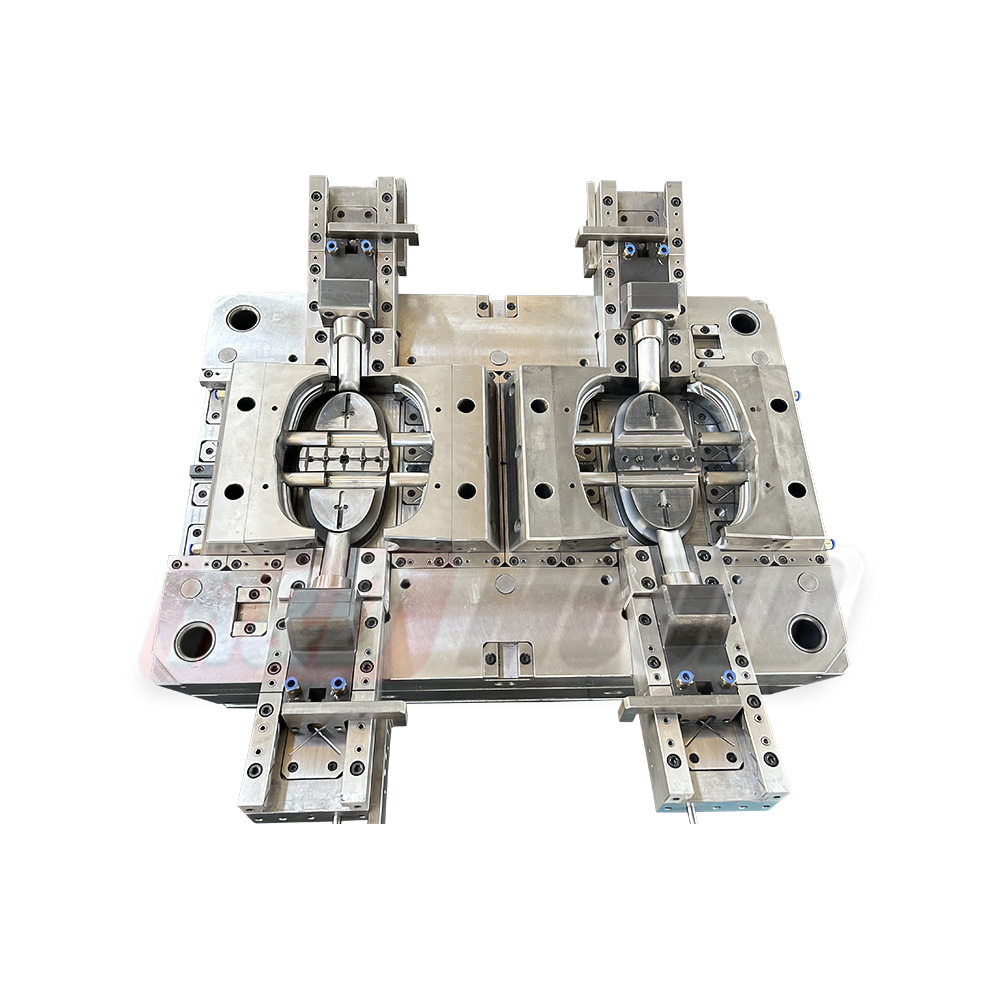
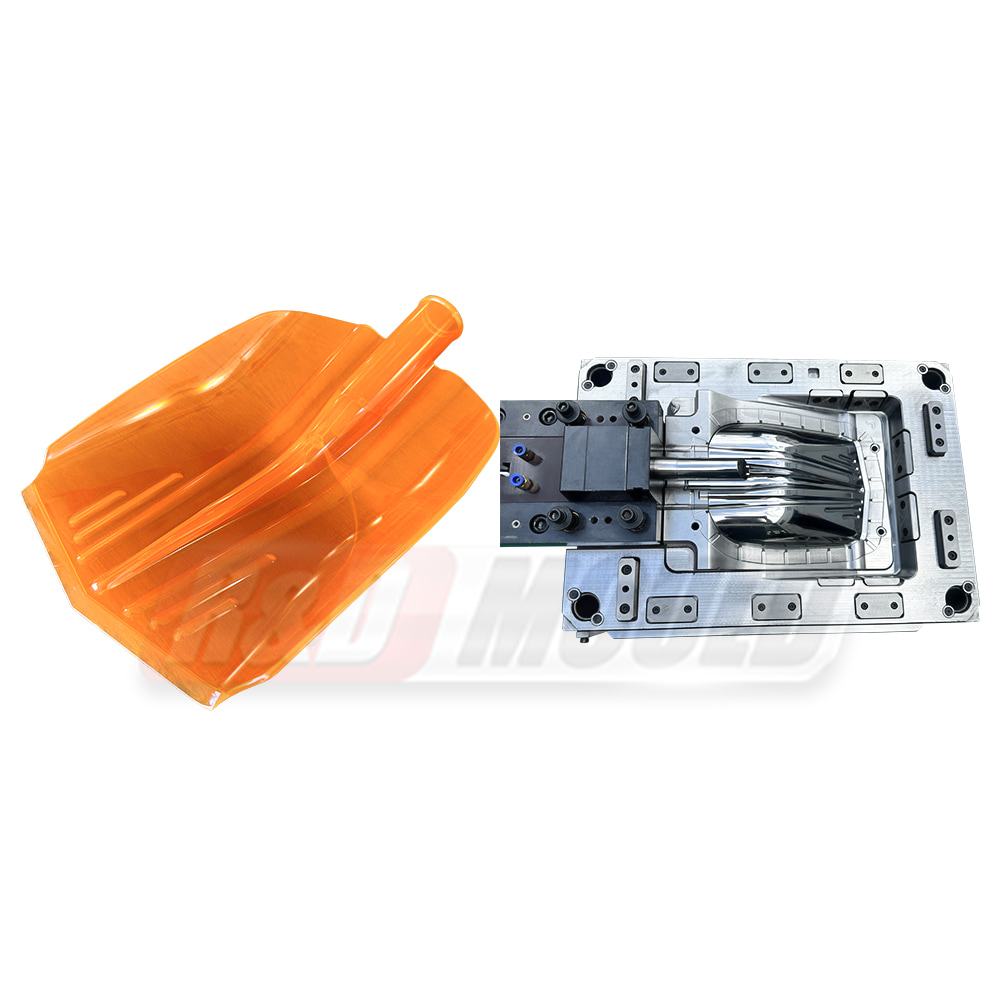
| nombre del producto | Molde de mango de pala |
| Material del producto | PÁGINAS |
| Material del molde | 718 |
| Cavidad del molde | 4 |
| Tipo de corredor | 4 consejos corredor caliente |
| Garantía de vida del molde | 500.000 disparos |
| Tiempo de fabricación (día) | 60 días |
| Desmoldeo | Completamente automático |
R&D Mould tiene 18 años de experiencia en la fabricación de moldes de pala de plástico, moldes de pala agrícola y moldes de pala para nieve con varias formas y tamaños.
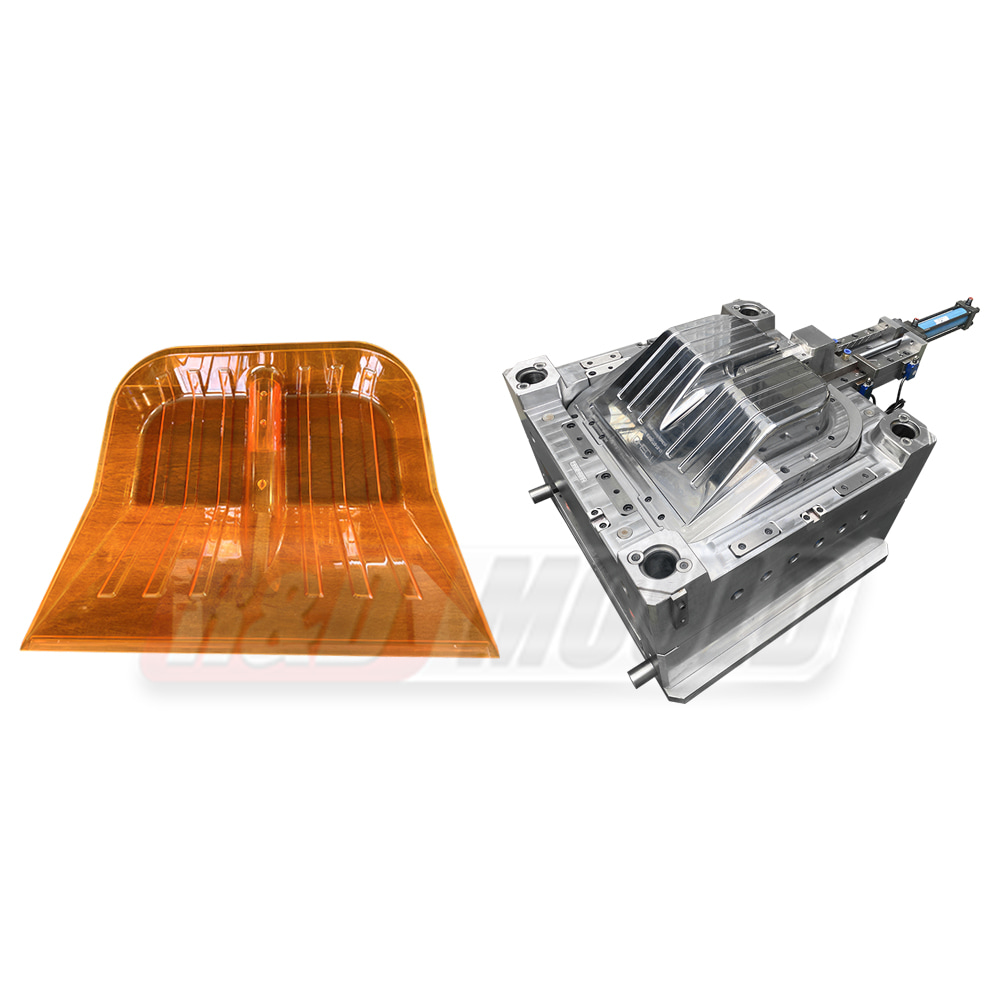
El material de la cavidad central generalmente se usa: P20 (1.2311), H13, 718H, 2738...
Base del molde: base del molde estándar Long Kee,
Componentes del molde: piezas estándar DME/HASCO.
Tratamiento superficial: Según los requisitos del producto, incluida la textura de la piel, pulido;
Opciones de canal: 1. Canal frío 2. Canal caliente 3. Canal frío canal caliente
1.El diseño profesional del molde del cucharón es el principio de un buen molde del cucharón.
Especialmente para el diseño del sistema de enfriamiento, en nuestra empresa, tenemos el sistema de enfriamiento diseñado en el núcleo, el control deslizante, el separador y la cavidad.
Para el núcleo del molde del cubo de pintura, diseñe el canal de enfriamiento a 15 mm por debajo de la superficie del moldeo. Y el diámetro del canal de enfriamiento del molde del cubo de pintura debe ser superior a 12 mm, para que el agua pueda correr suavemente en el canal mientras se elimina el calor en el núcleo. .
Para la cavidad del molde del cubo de pintura, el diseño del sistema de enfriamiento cerca del área de la punta del canal caliente es muy importante, esta área es muy sensible. Un mal sistema de enfriamiento influirá directamente en el tiempo del ciclo del cucharón y en su apariencia.
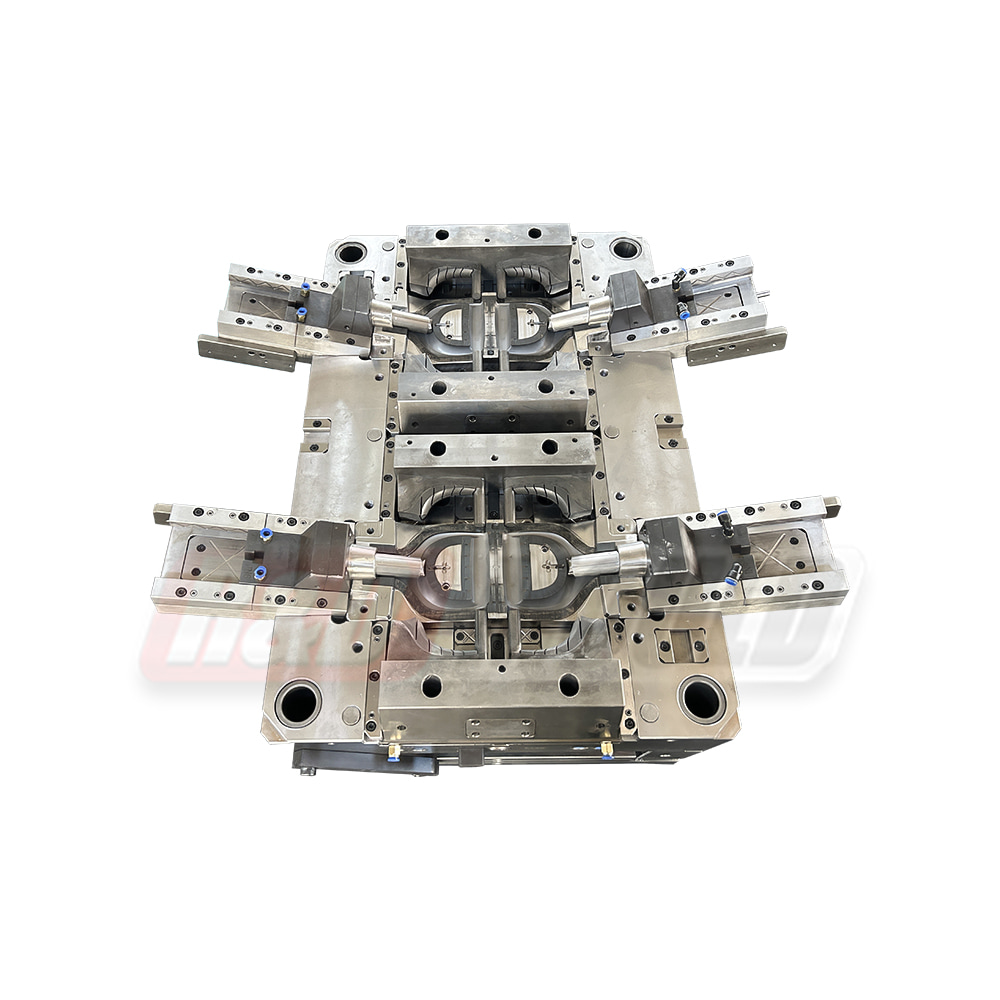
2. Es muy importante una buena y adecuada selección de acero para el molde de cubo.
Para fabricar un molde para cubeta de pintura de alta calidad, tenemos que elegir el acero adecuado para el molde para cubeta.
Normalmente, para la vida útil del molde de un cubo de pintura es de 1 millón, sugerimos elegir 2738 para la cavidad y el núcleo de acero, con HRC35-38.
Para que la vida útil del molde de un cubo de pintura requiera más de 3 millones, sugerimos elegir 2344 para la cavidad y el núcleo de acero, con HRC45-48.
Por supuesto, algunos clientes desean alcanzar una inyección de alta velocidad con un tiempo de ciclo más corto, sugerimos utilizar un inserto BeCu en la parte superior del núcleo, la parte inferior de la cavidad y el control deslizante.
3. Las herramientas de precisión garantizan una inyección y un flujo de material uniformes.
El núcleo del molde del cubo de pintura es excéntrico, lo que hace que el espesor de la pared del cubo no sea uniforme y el cubo esté descentrado.
Este problema es muy común, pero virulento para la vida útil del molde.